题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
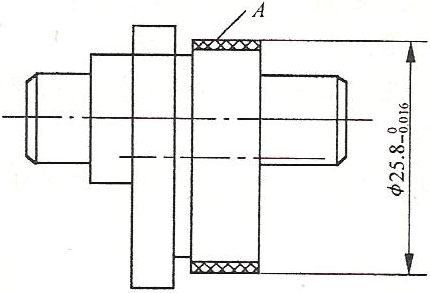
在下图a中所示的偏心零件中,表面A要求渗碳处理,渗碳层深度规定为0.5~0.8mm,零件上与此有关的加工过程如下:①
精车A面,保证尺寸φ26.2-0.10mm;②渗碳处理,控制渗碳层深度为H1;③精磨A面,保证尺寸φ25.8-0.0160mm;同时保证渗碳层深度达到规定的要求。试确定H1的尺寸及公差。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
精车A面,保证尺寸φ26.2-0.10mm;②渗碳处理,控制渗碳层深度为H1;③精磨A面,保证尺寸φ25.8-0.0160mm;同时保证渗碳层深度达到规定的要求。试确定H1的尺寸及公差。
如果结果不匹配,请 联系老师 获取答案
 更多“在下图a中所示的偏心零件中,表面A要求渗碳处理,渗碳层深度规…”相关的问题
更多“在下图a中所示的偏心零件中,表面A要求渗碳处理,渗碳层深度规…”相关的问题
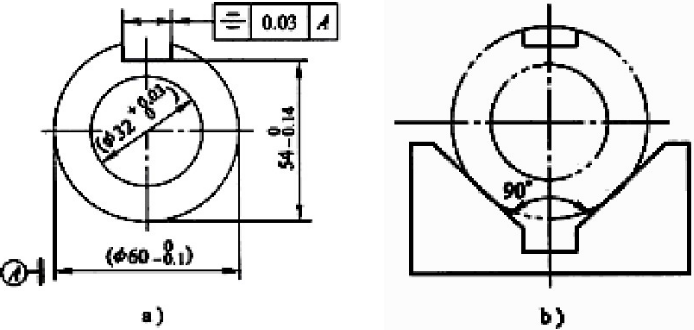
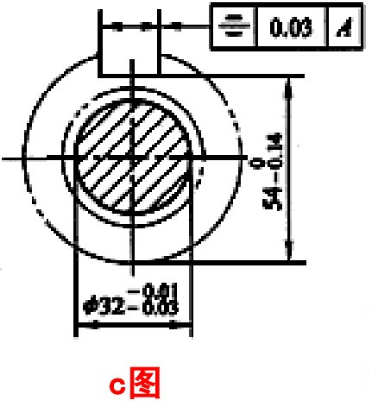
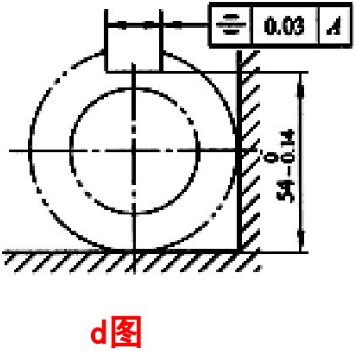
在下图所示的套筒零件上铣键槽,要求保证尺寸54-0.140mm。现有三种方案,分别如图b、c、d所示。试计算三种不同定位方案的定位误差,并从中选择最优方案(已知内孔与外圆的同轴度误差不大于0.02mm)。
下图所示为某轴径衬套,内孔φ1450+0.04mm的表面需经渗氮处理,渗氮层深度要求为0.3~0.5mm(即单边为0.30+0.2mm,双边为0.60+0.4mm)。
其加工顺序如下:
工序1:初磨孔至φ144.760+0.04mm,Ra0.8um。
工序2:渗氮,渗氮的深度为l。
工序3:终磨孔至φ1450+0.04mm,Ra0.8um。并保证渗氮深度为0.3~0.5mm,试求终磨前渗氮层深度t及其公差。
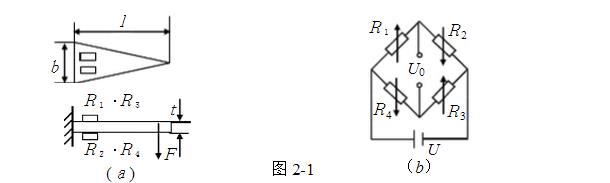
图(a)所示。已知b=11mm,t=3mm,l=100mm,E=2×104N/mm2。现将四个应变片接入(b)所示的直流桥路中,电桥电源电压U=6V。当力F=5N时,求电桥输出电压Uo为多大?
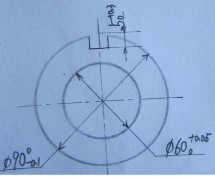
下图所示为零件简图,其内、外圆均已加工完毕,外圆尺寸为φ90-0.100mm,内孔尺寸为咖600+0.05mm。现铣键槽,其深度要求为50+0.3mm,该尺寸不便直接测量,为检验槽深是否合格,可直接测量哪些尺寸?试标出它们的尺寸和公差。
A.利用显像剂的毛细管作用,将缺陷中的渗透液吸收出来
B.在荧光检验时显像剂能遮盖住零件表面光泽,改善背景,利用紫外灯下检验
C.显像时间越长缺陷显示应越清晰
D.显像时间太长会导致渗透液回渗现象严重,影响缺陷的评定
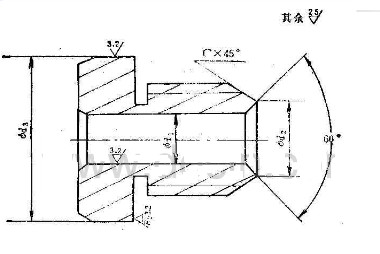
试将下列表面粗糙度轮廓技术要求标注在图1.5-3所示的机械加工的零件图样上(未指明者皆采用默认的标准化值):
①φD1孔的表面粗糙度轮廓参数Ra的最大值为3.2μm;
②φD2孔的表面粗糙度轮廓参数Ra的上限值为6.3μm,下限值为3.2μm;
③零件右端面采用铣削加工,表面粗糙度轮廓参数Rz的上限值为12.5μm,下限值为6.3μm,加工纹理呈近似放射形;
④φd1和φd2圆柱面的表面粗糙度轮廓参数Rz的上限值为25μm;
⑤其余表面的表面粗糙度轮廓参数Ra上限值为12.5μm
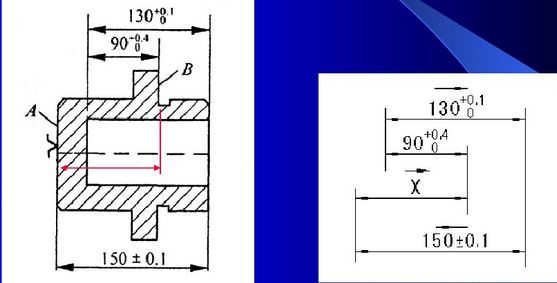
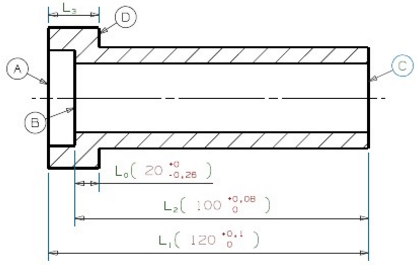
下图所示零件A、B、C、面均已加工完毕,现欲以调整法加工D面,并选端面A为定位基准,且按工序尺寸L3对刀进行加工。为保证车削过D面后间接获得的尺寸L0能符合图样规定的要求,必须将L3的加工误差控制在一定范围内,试求工序尺寸L3及其极限偏差。
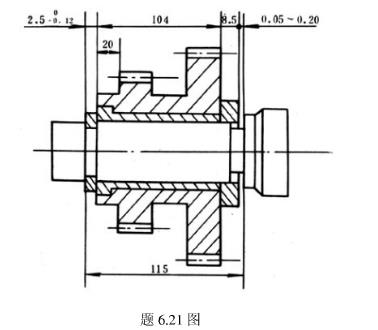
某传动轴的装配结构如下图所示。现采用调整法装配,以右端垫圈(尺寸为2.5-0.120mm)为调整环A4,装配精度要求A0=0.05~0.20mm(双联齿轮的端面圆跳动量)。试采用固定调整法确定各组成零件的尺寸及公差,并计算加入调整垫片的组数及各组垫片的尺寸及公差。