题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
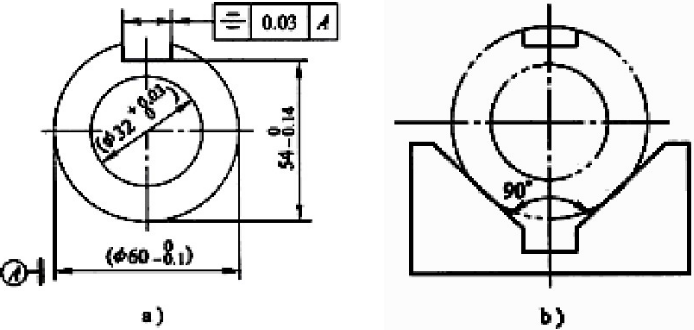
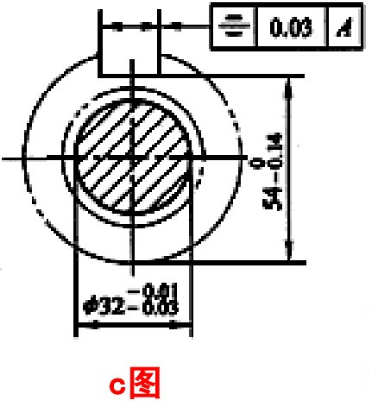
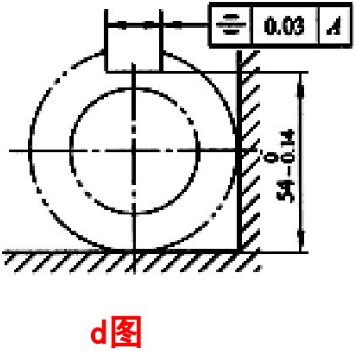
在下图所示的套筒零件上铣键槽,要求保证尺寸540.140mm。现有三种方案,分别如图b、c、d所示。试计算三种不同定
在下图所示的套筒零件上铣键槽,要求保证尺寸54-0.140mm。现有三种方案,分别如图b、c、d所示。试计算三种不同定位方案的定位误差,并从中选择最优方案(已知内孔与外圆的同轴度误差不大于0.02mm)。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
在下图所示的套筒零件上铣键槽,要求保证尺寸54-0.140mm。现有三种方案,分别如图b、c、d所示。试计算三种不同定位方案的定位误差,并从中选择最优方案(已知内孔与外圆的同轴度误差不大于0.02mm)。
如果结果不匹配,请 联系老师 获取答案
 更多“在下图所示的套筒零件上铣键槽,要求保证尺寸540.140mm…”相关的问题
更多“在下图所示的套筒零件上铣键槽,要求保证尺寸540.140mm…”相关的问题
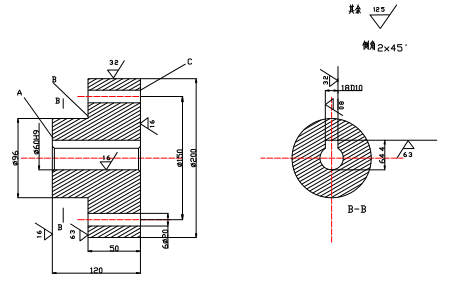
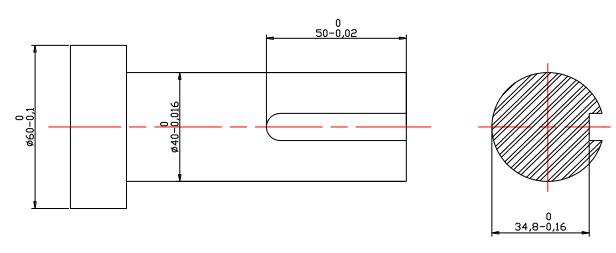
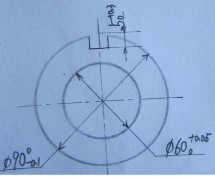
下图所示为零件简图,其内、外圆均已加工完毕,外圆尺寸为φ90-0.100mm,内孔尺寸为咖600+0.05mm。现铣键槽,其深度要求为50+0.3mm,该尺寸不便直接测量,为检验槽深是否合格,可直接测量哪些尺寸?试标出它们的尺寸和公差。
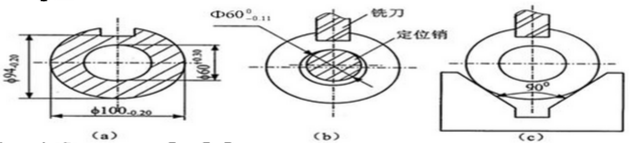
图(a)所示为在套类工件上铣削键槽,要求保证尺寸94mm。分别采用图(b)所示的定位销定位方案和图(c)所示的V形块定位方案,分别计算定位误差。
下图所示小轴铣缺口,工件以外圆 在V型块上定位,若工序尺寸标 注为A1(或A2、A3);H1(或H2、H3),试分别计算确定它们的基准不重合误差ΔB、基准位移误差ΔY和定位误差ΔD,并将计算结果填入下表。
在V型块上定位,若工序尺寸标 注为A1(或A2、A3);H1(或H2、H3),试分别计算确定它们的基准不重合误差ΔB、基准位移误差ΔY和定位误差ΔD,并将计算结果填入下表。
某批环形零件在铣床上采用调整法铣削一缺口,其尺寸见下面零件图,要求保证尺寸43°0.1mm。现采用90°的V形块和支承板两种定位方案,试分别求它们的定位误差,并判断能否满足加工要求。(已知铣削加工的ω=0.05mm)。