

 如果结果不匹配,请
如果结果不匹配,请 
 更多“何谓型砂、芯砂、面砂、背砂、湿型、干型、表面干型?”相关的问题
更多“何谓型砂、芯砂、面砂、背砂、湿型、干型、表面干型?”相关的问题
第8题
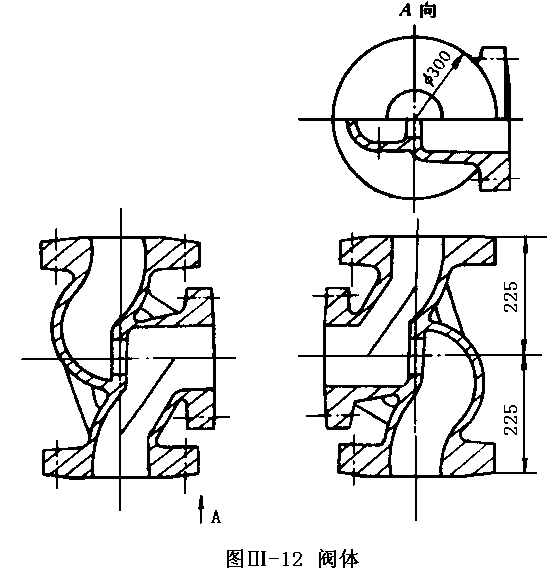
如图Ⅲ-12所示是ZG230-450的阀体类铸件,大量成批生产,根据本阀体的大小和结构特点,采用一型两模的造型方法,试确定:
(1)铸造收缩率。(2)分型面及浇注位置。(3)冒口的形状、位置及数量。(4)砂芯。(5)冷铁。(6)浇注系统的位置。
第10题
下列关于熔模铸造生产中脱模和焙烧的描述,不正确的是()。
A.焙烧时,型壳内的残余模料、杂质可以被烧去,但NaCl不能被烧去
B.型壳硬化后,从型壳中熔去模组常用的方法是热水法和高压蒸汽法
C.若脱模时型壳硬化不够,型壳会发生胀裂或“煮烂”现象
D.填砂浇注前,应将制备好的型壳埋再砂箱内的型砂中,然后再进行焙烧















