 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
辅助操舵装置不应属于主操舵装置的任何部分,但可共用以下部件:()
A.舵柄和舵扇
B.遥控装置
C.控制线路
D.电机
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.舵柄和舵扇
B.遥控装置
C.控制线路
D.电机
如果结果不匹配,请 联系老师 获取答案
 更多“辅助操舵装置不应属于主操舵装置的任何部分,但可共用以下部件:…”相关的问题
更多“辅助操舵装置不应属于主操舵装置的任何部分,但可共用以下部件:…”相关的问题
A.如为电动操舵装置,操舵装置动力设备系指电动机及有关的电气设备。
B.如为电动操舵装置,操舵装置动力设备系指电动机。
C.如为电动液压操舵装置,操舵装置动力设备系指电动机及与之相连接的泵。
D.如为人力液压操舵装置,操舵装置动力设备系人力液压泵。
在图6-14所示操舵装置的周转轮系中,已知齿数z1=z4.(1)自动操舵时刹住舵轮A,这时复式电动机开动,执行电动机再通过行星轮系1-2-3-4-5及一些其他机构进行操舵,求传动比i15;(2)手动操舵时用控制杆锁住复式电动机,故轮1不动,这时松开舵轮A,并用它通过行星轮系4-3-2-1-5及一些其他机构进行操舵,求传动比i45.
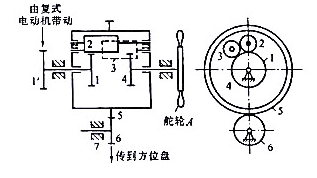
图6-14
A.自动和随动两种操舵方式,并能方便地选择切换
B.应急和随动两种操舵方式,并能方便地选择切换
C.自动和应急两种操舵方式,并能方便地选择切换
D.自动、随动和应急三种操舵方式,并能方便地选择切换
A.主触点、动触点、静夹座、进线座、出线座和绝缘底板
B.主触点、辅助触点、灭弧装置、脱扣器、保护和动作装置
C.电磁机构、触点系统、灭弧装置、辅助部件等
D.电磁机构、触点系统、辅助部件和外壳等
A.扣上保护罩,连接一次,二次冷却水和氮气管,并启动冷却泵,打开氮气进气口,向轧机内充氮10min后,可以轧制
B.打开主驱动机械制动装置,启动轧机,预置主驱动转速为1200r/min,预置辅助驱动转速为1300r/min
C.启动成卷及喂料机构液压站,按下所有复位按钮,复位后切换为手动状态,使喂料小车及芯杆小车退回初始位置
D.轧机空运转约15min后,翻转铜坯到支撑轮上
















