

 如果结果不匹配,请
如果结果不匹配,请 
 更多“在钻削直径为30~50mm的孔,加工精度等级要求高时,应分为…”相关的问题
更多“在钻削直径为30~50mm的孔,加工精度等级要求高时,应分为…”相关的问题
第1题
加工图中5个直径相同的孔。要求:
(1)用钻削固定循环编写程序;
(2)起刀点x=0、y=0、z=0(注意坐标原点位置);
(3)初始平面在z=60mm处,参考平面和钻孔结束点如图所示。其它参数合理自定。
第4题
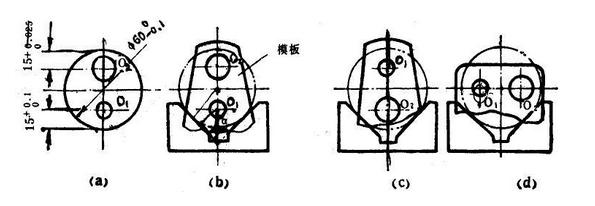
有一批工件,如图(a)所示,采用钻模夹具钻削工件上5mm(O1)和8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两
有一批工件,如图(a)所示,采用钻模夹具钻削工件上Φ5mm(O1)和Φ8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两孔联心线通过 (D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
(D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
第6题
在厚度为50mm的45钢板工件钻φ20mm通孔,每件6孔,共25件,选用切削速度υ=m/min,进给量f=0.x0005mm/r,钻头顶角2=120°,求钻完这批工件的钻削时间。















